
ЕижЗЃКЭпЗПЕъЪаФЯЙВМУНжШ§ЖЮ2200КХ
ЕчЛАЃК0411-85647733
ДЋецЃК0411-85647666
гЪБрЃК116000
ЭјжЗЃКwww.wgys.cn
СЂФЅИќЛЛЙѕЬзЁЂЙѕаФЁЂжсГаМАГФАхВНжш
ЗЂВМЪБМфЃК2023-04-12
вЛЁЂФЅЙѕЭМ
ЖўЁЂМьаоЗНАИ
1ЁЂВ№аЖМьаоУХМААВзАвКбЙИзЃК
ЃЈ1ЃЉгУЕчЖЏАтЪжВ№аЖФЅЙѕМьаоУХТнЫЈЃЌВ№аЖЪБгІгУ2Иі1TЪжЖЏКљТЋАбМьаоУХКЭСЂФЅПЧЬхРзЁЃЌЗРжЙЕѕМьаоУХЭЛШЛЕєГіЃЌгУ25TЕѕГЕМАφ10ИжЫПЩўМАаЖПлЕѕГіМьаоУХЃЛ
ЃЈ2ЃЉВ№аЖГівКбЙИзЙиНкжсГаЯњжсЃЌгУ25TЕѕГЕИЈжњАВзАвКбЙИзЯТВПЙиНкжсГаЯњжсЃЌШЛКѓНгЭЈвКбЙеОВЂПЊЦєЃЌАбвКбЙИЫЩьГіЛКТ§ЖдзМвКбЙРИЫЩЯзљВЂАВзАЙиНкжсГаЯњжсЃЛ
2ЁЂВ№аЖФЅЙѕгывЁБлСЌНгТнЫЈЃКжЦзїTаЭЙЄОпМА2Иі50TвКбЙгЭЖЅАЮГіСНБпФЅЙѕгывЁБлзЖЯњМАЭЫаЖГФЬзЁЃШчВ№вЛИізЖЖШЯњКѓЃЌЦфгрзЖЖШЯњМАЭЫаЖЬзПЩгУφ60×2500ИжЙмМАДѓДИЧУДђИЈжњВ№аЖЃЈЛЙПЩгУМгШШЗНЪНИЈжњВ№аЖЃЉЃЛ
3ЁЂЗГіЙѕЃКЭЈЙ§вЦЖЏвКбЙеОАбЖдНЧСНИіФЅЙѕЗГіФЅЛњЭтУцЃЌзЂвтПижЦЗЙѕЫйЖШЃЌЗРжЙЫйЖШЙ§ПьАбвКбЙИзЫ№ЛЕЃЛ
4ЁЂВ№аЖбЙПщЁЂЙѕЬзгыЙѕаФСЌНгТнЫЈЃКгУ100ИюЧЙАбЙѕЬзгыЙѕаФСЌНгТнЫЈИюЖЯЃЌжЦзїTаЭЙЄОпМА2Иі50TТна§ЖЅЃЌгУДѓДИЧУЛїЃЌЕѕГЕИЈжњВ№аЖЙѕЬзбЙПщЃЌЙѕЬзбЙПщВ№аЖЧАгІзіКУЫГађМЧКХЃЌЗРжЙАВзАЫГађЛьТвЃЌТнЫЈПзЖдВЛЩЯЃЛ
5ЁЂАВзАФЅЙѕВ№аЖЙЄОпЃКДюКУНХЪжМмЃЌгУ30mmИжАхжЦзївЛИіЙѕЬзВ№аЖЦНЬЈВЂжБНгКИНгЕНФЅЙѕСНВрУмЗтВлЩЯЃЌВ№аЖЦНЬЈгыЙѕЬзОрРыгІгы100TгЭЖЅИпЖШвЛжТЃЌдкЕиУцгУвЛИљφ120ЕФИжЙмжБНгжЇГХЦНЬЈЕзВПЃЛ
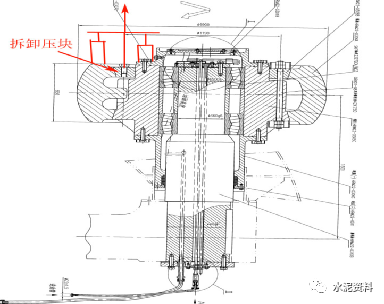
6ЁЂЖЅГіЙѕЬзЃКАВзАСНЬЈ100TгЭЖЅЕНВ№аЖЦНЬЈгыЙѕЬзжЎМфЃЌПЊЖЏгЭЖЅгЭеОЃЌМгбЙдМ120MPaЪБЃЌЙѕЬздђПЩВ№аЖГіРДЃЌШчВЛааЃЌПЩгУМгШШЗНЪНЖдЙѕЬзНјааМгШШЁЃВ№аЖЭъБЯЃЌжЦзї4ИіЙѕЬзЕѕЙДЃЈзЂЃКЕѕЙДФкВрЛЁЖШгІгыЙѕЬзБэУцЛЁЖШвЛжТЃЉЃЌгУ25TЕѕГЕЕѕЯТФЅЫ№ЙѕЬзЃЈдМ4TЃЉЃЛ
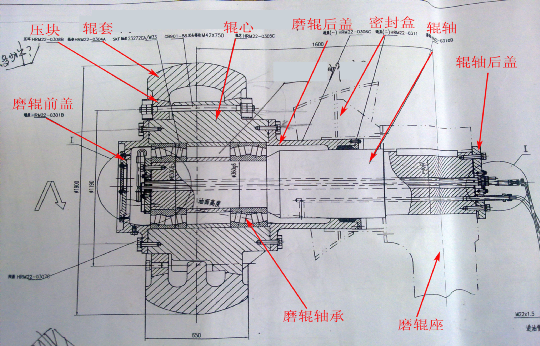
7ЁЂВ№аЖЁЂАВзАЙѕаФМАжсГаЃК
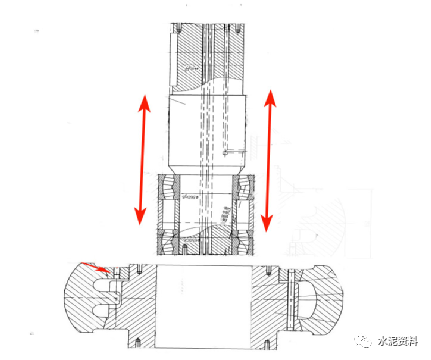
ЃЈ1ЃЉВ№аЖФЅЙѕжсгыЙѕзљКѓЖЫИЧЃЌВ№аЖФЅЙѕЧАЖЫИЧЁЂжсГаФкШІбЙИЧМАЙѕаФФкВПШѓЛЌгЭЙмЃЛ
ЃЈ2ЃЉАВзА2ЬЈ50TБЁгЭЖЅгкВ№аЖЦНЬЈЃЌАбЙѕаФЁЂжсГаМАФЅЙѕжсећЬхДгФЅЙѕзљРяУцАЮГіЃЌгУ25TЕѕГЕЕѕЯТЃЛ
ЃЈ3ЃЉНтЬхЙѕаФЁЂжсГаМАФЅЙѕжсЃКВ№аЖЙѕаФСНЖЫжсГаЭтШІбЙИЧЃЌДЙжБЕѕЦ№ФЅЙѕжсЃЌдђПЩЗжРыЙѕжсДјжсГагыЙѕаФЃЈжсГагыЙѕаФЪЧМфЯЖХфКЯЃЉЃЌШЛКѓжЦзїЙЄОпМАгЭЖЅАЮГіФЅЙѕжсГаЃЛ
ЃЈ4ЃЉзщзАЙѕаФЁЂжсГаМАФЅЙѕжсЃКЧхЯДФЅЙѕжсИЩОЛЃЌШЛКѓАбСНЬзФЅЙѕжсГаАВзАЕНФЅЙѕжсЩЯЃЛАбЙѕаФЭтжсГаЭтШІЖЫИЧАВзАЕНЙѕаФЩЯЃЌАбЙѕаФЫЎЦНАкЗХЃЌДЙжБЕѕЦ№ФЅЙѕжсДјжсГаЗХШыЙѕаФРяУцЃЌШЛКѓАВзАФкжсГаЭтШІЖЫИЧЁЃАВзАЧАгІЖдаТжсГаМфЯЖЁЂФкЭтШІГпДчЁЂЙѕаФФкШІМАЙѕжсжБОЖНјааВтСПЃЛШчЙ§гЏЬЋДѓЃЌгІЭЈЙ§ШШзАЗЈАВзАЃЛ
8ЁЂАВзАФЅЙѕЕНЙѕзљЩЯЃКгУ25TЕѕГЕДЙжБЕѕЦ№ФЅЙѕЃЌЛКТ§ЗХШыФЅЙѕзљРяУцЃЈФЅЙѕжсгыЙѕзљЭЈЙ§МќХфКЯЃЉЃЌАВзАФЅЙѕжсКѓЖЫИЧЃЌРНєФЅЙѕжсдђПЩЃЛ
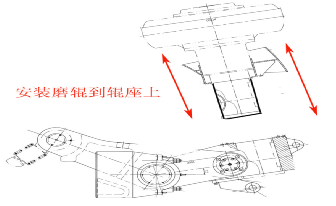
9ЁЂАВзАаТЙѕЬзЃКгУ25TЕѕГЕАбаТЙѕЬзЃЈ5TЃЉЦНећЕѕЦ№ЃЌАВЗХЕНЙѕаФРяУцЃЌШЛКѓЭЈЙ§2Иі16TТна§ЖЅАбЙѕЬзЕїећЫЎЦНЃЌАВзАЙѕЬзбЙПщЭЈЙ§ДѓДИЧУЛїЁЂЙѕЬзТнЫЈХЁНєЙѕЬзЃЌбЙПщгІгыЙѕаФБэУцЦНЦыЃЛ
10ЁЂВ№аЖЙѕЬзВ№аЖЦНЬЈМААВзАЦфЫќВПМўЃКгУ100ИюЧЙЁЂЛюЖЏАтЪж370В№аЖЦНЬЈМААВзАгЭЙмЕШЃЛ
11ЁЂЗЛиФЅЙѕМАВ№аЖвКбЙИзЃЛ
12ЁЂЙиФЅУХЃЌЪдЛњЁЃ
Ш§ЁЂГФАхМьаоВНжш
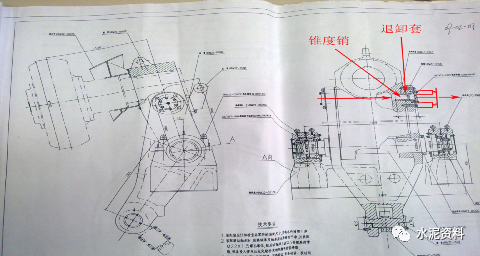
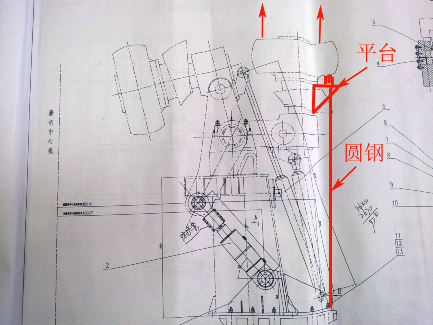
1ЁЂВ№аЖГФАхФкШІбЙПщЃКжЦзїTаЭЙЄОпМА2Иі50TгЭЖЅЃЌгУДѓДИИЈжњЧУЛїЃЌВ№аЖПщбЙПщЃЛ
2ЁЂЖдГФАхЫФжмНјааХйЯїЃКгУЬПЛЁЦјХйАбГФАхЫФжмНјааХйЯїЃЌМѕЩйГФАхгыФЅХЬеГЬљСІЃЌВЂАбГФАхСНВрХйГівЛИіШБПкЃЌвдБуВ№аЖЃЛ
3ЁЂВ№аЖГФАхЃКжЦзїSаЭЙЄОпЃЌвЛБпПлзЁГФАхЃЌСэвЛБпАВзА1Иі50TвКбЙгЭЖЅАбПщГФАхВ№аЖГіРДЃЌЦфгрвдЭЌбљЗНЗЈМг2Иљ1000ЧЫЙїИЈжњВ№аЖЃЛ
4ЁЂЧхРэаТГФАхМАФЅХЬЃКгУХзЙтЛњАбаТГФАхЕзВПУЋДЬНјааИЩОЛЃЌВЂВтСПУППщГФАхСНВрИпЖШзіКУМЧТМЃЛгУХзЙтЛњАбФЅХЬУЋДЬМАЮяСЯЧхРэИЩОЛЃЛ
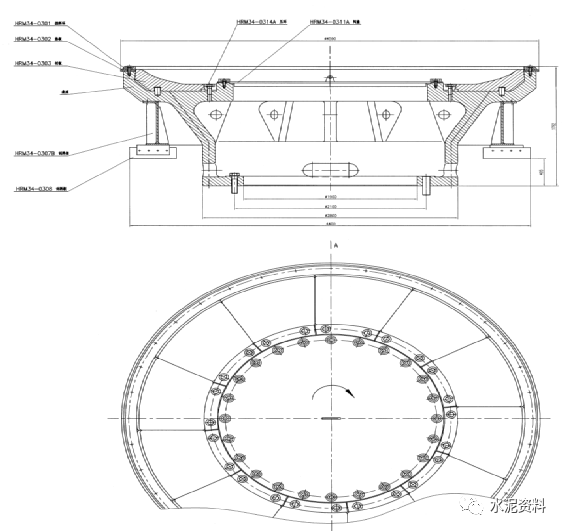
5ЁЂАВзАаТГФАхЃКгУ25TЦћГЕЕѕМАБСДјж№ИіАбаТГФАхЕѕЕНФЅЛњФкЃЌАДееГФАхСНИіИпЖШВтСПМЧТМНјааАВзАЃК
ЃЈ1ЃЉЯрСкГФАхжЎМфИпЖШВЂВЛЕУДѓгк5mmЃЌУПСНГФАхНгДЅУцЕФИпЖШгІАДееФЅХЬзЊЯђгЩИпБфЕЭЙ§ЖЩЃЛ
ЃЈ2ЃЉГФАхМфЯЖгІвЛжТЃЛ
ЃЈ3ЃЉГФАхЭтШІНєЬљФЅХЬЭтШІБпдЕЃЌГФАхАВзАКѓЮоЛЮЖЏЯжЯѓЃЛ
ЃЈ4ЃЉГФАхгыГФАхМфЁЂГФАхгыФЅХЬМфЁЂбЙПщгыбЙПщМфЕФМфЯЖгІгУНўгЭЪЏУоХЬИљШћЪЕЃЛ
6ЁЂАВзАГФАхбЙПщЃКХЁНєГФАхбЙПщТнЫЈЃЌВЂгУДѓДИИЈжњАВзАЃЌбЙПщАВзАКѓЕФИпЖШВЛФмГЌЙ§ГФАхИпЖШЁЃ
ЃЈРДдДЃКЫЎФрзЪСЯЃЉ
АцШЈ@2017ЭпЗПЕъЙтбєжсГаЙЩЗнгаЯоЙЋЫО СЩICPБИ19015531КХ-1
 аХЯЂ
аХЯЂ ПьЫйСДНг
ПьЫйСДНг ЙизЂЮвУЧ
ЙизЂЮвУЧ

 МЏЭХ
МЏЭХ
